
admin

July 23, 2024
ElevATE Semiconductor Welcomes Heather Kirkby to Board of Directors, Enhancing Leadership and Strategic Vision ElevATE Semiconductor, a leading designer and…

June 5, 2024
NEWS RELEASE ElevATE Semiconductor and GlobalFoundries Partner on High-Voltage Chips for Commercial and National Security Applications Following demand from customers,…

June 2, 2024
We are thrilled to announce our participation in SWTEST 2024, happening in Carlsbad, California, from June 3-5. This is a…

April 16, 2024
We are proud to announce the appointment of Jan Gaudestad as the new CEO of Elevate Semiconductor, effective immediately. Jan…
April 16, 2024
Interview with Dr. Sandeep D’Souza: A Visionary in Semiconductor Engineering Interviewer: Welcome, Sandeep! Thank you for joining us today. Let’s…
April 15, 2024
By Anthony Turvey – DIRECTOR OF HIGH SPEED IC DESIGN ElevATE is proud to announce that development of the 1.6Gbps…

January 30, 2024
Elevate Semiconductor offers a diverse array of products, and the Evaluation Module (EVM) plays a pivotal role in the assessment…
December 13, 2023
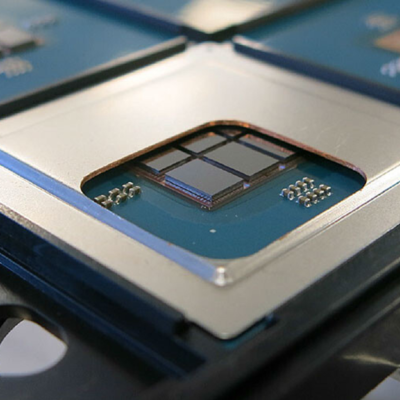
Tackling Complex Challenges in Semiconductor Chiplet Testing In semiconductor technology, chiplets have emerged as modular components that can operate either…

October 30, 2023
Interview with Anthony Turvey, Director of High Speed IC Design at ElevATE Interviewer: How did you end up in the…

September 18, 2023
AI Processors, such as prominent models like Graphcore and NVIDIA’s AI Super Chip GH200, demonstrate formidable computational power. With power…

July 27, 2023
By Simon Leigh, Elevate VP of Engineering As the intricacy of testing grows, it’s essential for ATE vendors to continually…

May 9, 2023
ElevATE Semiconductor Celebrates Successful Closing of Continuation Fund Led by Presidio Investors and Kline Hill Partners AUSTIN, TEXAS, May 9,…
